|
| 联系速必得 |

客服QQ:1799688919
邮箱:jnspeed2016@163.com
公司地址:山东省济南市历城区二环东路618号福成大厦206-2 |
|
|
行业百科
|
|
行业百科为广大用户介绍权威的线切割电加工行业百科知识,包括线切割加工的概念、原理,快中慢走丝线切割的定义,线切割液与钼丝工作原理等等,方便帮助用户了解行业知识并运用于工作之中。
|
.jpg) |
线切割表面有条纹怎么处理?
今天聊聊线切割工件表面出现条纹这个问题,分享一下线切割工件条纹的解决方案。
线切割工件表面出现条纹的解决方法
1.检查上下导轮总成状态,是否抖动,割伤,如有及时更换
2.导轮是否抖动,划伤,运丝机构是否卡死,及时清..
|
 |
线切割机程序格式简介
咱们今天聊线切割程序格式这个话题。
数控线切割机床的控制系统是按照人的“命令”去控制机床加工的。因此,必须将人的设计意图即图纸的各项尺寸要求等,用机器能接受且能读懂的“语言”编制成“命令”,送往机床的控制系统,..
|
.jpg) |
中走丝线切割机操作经验(2)
昨天咱们讲了《中走丝线切割机操作经验(1)》,咱们今天继续这个话题。
【1】用中走丝线切割割精度高一点东西时候,在有碰边加工的情况下,要加上钼丝半径。
【2】钼丝割一天下来,第二天上班的时候紧一下,把限位用的2个挡..
|
.jpg) |
中走丝线切割机操作经验(1)
今天把厂里老师傅他操作中走丝线切割机的经验分享给大家,分为两篇。欢迎大家讨论与指正。
【1】如果你是中走丝线切割初学者打仪表的时候,建议把钼丝松开再进行操作。
【2】求中心的时候要把电流电压脉宽脉间调到最小进行操..
|
.jpg) |
线切割机厂房与安装的注意事项
咱们今天说说线切割机布置厂房以及安装时所需要注意的那些事项。
线切割安装现场使用要求,线切割机床属于高精密加工机床,对于安装场地有着较高的要求,不然会严重影响 到机床的加工精度及使用效果,安装场地要符合以下几点:..
|
.jpg) |
线切割机高频电源电参数怎么调才能割得快又好
线切割高频电源是线切割机中非常重要的组成部分,电火花线切割加工的工作原理是电火花放电对导电材料产生电蚀现象实现加工的,是电、热和流体动力综合作用的结果。线切割高频电源的主要作用是作为一个产生脉冲电压的大功率高频..
|
.jpg) |
与工件相关的钼丝断丝
线切割的时候会出现断丝的情况,一旦这种情况出现会耽误生产时间、增加生产成本、同时也大大价低了加工质量,在今天这篇文章中小编从工件入手,简单分析下与工件相关的钼丝断丝。
【1】钼丝断丝很有可能是因为工件本身的因素
|
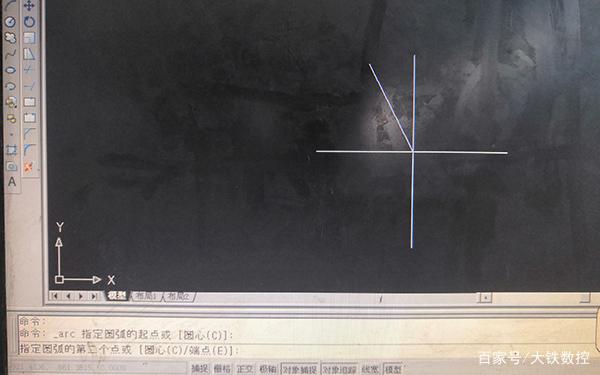 |
autocut线切割软件割扇形示范
咱们今天用autocut割个扇形,给大家做个示范。
在autocut软件中,我们是可以通过直接使用圆弧工具,画出我们想要的圆弧。
【1】我们在画图界面中点击圆弧命令,然后根据下面的命令提示,选择我们已知的参数,这里小编选择的是..
|
 |
不同线切割刀宽有哪些?
今天有个小伙伴问小编线切割刀宽是多少,其实线切割刀宽指的就是线切割电极丝的直径。下面小编就给大家解说下线切割刀宽分别有那些规格吧。
线切割主要分为快走丝中走丝线切割和慢走丝线切割。
|
.jpg) |
线切割机电流表跳动大是哪里问题,怎么解决?
线切割机电流表跳动大是一个常见问题,小编今天就聊聊线切割机电流表跳动大是哪里的问题,以及如何解决。
一般来说,线切割机电流表跳动大往往是跟踪调节的不对。为什么这么说呢?
钼丝与加工工件的是有一小段距离的,钼丝在..
|
.jpg) |
线切割割铸铁有沙眼怎么解决?
今天的话题是 线切割割铸铁有沙眼怎么解决。
线切割加工铸件遇到有沙眼是线切割经常会遇到的难题,但是说到铸钢则很少会有这种情况,因为铸钢和铸铁是不一样的。铸钢和铸铁的区别是含碳量,铁的含碳量为2.0%~4.5%
|
.jpg) |
线切割加工的3点基础注意事项
小编在今天的这篇文章里分享一下线切割加工的3点基础注意事项,希望能对各位朋友有所帮助。
1.钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压 、加工量等加工条件而定。
电火花线切割机床加工时,必须在..
|
|
| 2031 ...‹‹45678910111213››... 17 |
|
|
 |
官方淘宝
|
官方淘宝

