|
咱们今天说说利用锥度线切割加工公母模同出的小技巧。
对于公母模、冲孔模、落料模的电火花线切割加工,如果使用无锥度切割,切缝的宽度通常大于冲裁间隙,就需要准备两块材料分别切割凸模(公)与凹模(母)。如果我们对模板设计一个合适的角度,使用电火花线切割进行锥度加工,则可以在一块模板上一次加工出凸模与凹模,可以能大大提高生产效率,降低材料成本。
【角度的计算公式】
根据产品材料的板厚可获知冲裁间隙值,根据电极丝的直径与单边放电间隙可计算出切缝宽度,模板的厚度也是已知的。有了这些数据,就可以计算出电火花线切割加工需要切割的角度。
a= arctg [(S -q) / H ]
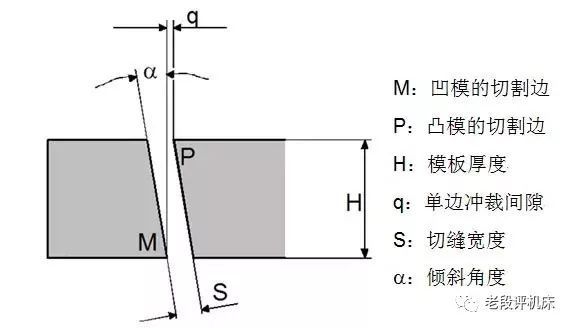
线切割公母模同出的加工技巧,利用锥度
【示例】
使用线切割加工落料模,模板厚度为30mm,要求的冲裁间隙为单边0.03mm。电火花线切割加工使用0.18mm的钼丝,单边放电间隙约为0.01mm,需要计算出切割模板的角度,以达到公母模同出的目的。
已知:H=30;q=0.03;S=0.18+0.01*2=0.2
a= arctg [(0.2 -0.03) /30]=0.325°
好了,以上就是济南速必得小编为各位朋友整理的线切割公母模同出的加工技巧,希望能对您有所帮助。
我们为您组织了好多个纯线切割用户群,如果您想学习线切割操作,解决线切割问题与故障,了解线切割行情与耗材,可以联系下我们济南速必得的官方微信号A-RAIN186进群。一切都是群里朋友免费互助,万把线切割人已经组织起来了,有您一席,我们虚位以待!
.jpg) .jpg)
|
 |
官方淘宝
|
官方淘宝


